P-R
Piezas en Contacto

Otro defecto de la superficie puede generarse cuando las piezas de acero entran en contacto o se pegan entre ellas en el baño de zinc. Esto ocurre cuando muchas piezas pequeñas son colgadas del mismo jig o portapiezas, propiciando que las piezas entren en contacto y se puedan adherir entre ellas durante la inmersión (Figura 39). EL GALVANIZADOR ES RESPONSABLE de la correcta distribución de las piezas en el jig para evitar este defecto resultante del contacto entre las piezas al ser galvanizadas. Si el área desnuda es demasiado grande o mayor de lo que es reparable, entonces la pieza puede ser decapada y regalvanizada.
Condición de Superficie Rugosa

Esta condición consiste en un recubrimiento uniformemente rugoso y áspero sobre toda la pieza (Figura 40). La causa de esta rugosidad podría deberse a la química del acero o a la limpieza abrasiva (chorro abrasivo) antes de que la pieza sin galvanizar arribe a la galvanizadora. Esto puede evitarse adquiriendo un acero con un contenido de silicio menor al 0.03% en peso. De hecho, una superficie rugosa puede tener un efecto positivo en el desempeño de la protección anticorrosiva debido a que el recubrimiento de zinc es más grueso. Uno de los pocos casos en los que un recubrimiento rugoso es causa de rechazo es cuando se trata de barandales o pasamanos. El desempeño anticorrosivo del acero GIC no se ve afectado por la rugosidad de la superficie por lo tanto NO CONSTITUYE CAUSA ALGUNA DE RECHAZO.
Afluencias/ Escurrimientos de Zinc
Los escurrimientos son acumulaciones de zinc localizadas sobre la superficie del material galvanizado. Estos se deben a que el zinc se solidifica sobre la superficie de la pieza al retirarla del baño de galvanizado. Este fenómeno es más probable que ocurra en secciones delgadas con áreas grandes que se enfrían rápidamente. Para evitar este fenómeno se pueden ajustar los ángulos de inmersión de las piezas con el fin de mejorar el drenado del zinc líquido. Si las afluencias de zinc no se pueden evitar e interfieren con el funcionamiento de la pieza, pueden ser pulidos.
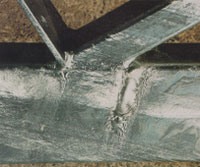
Escurrimiento de herrumbre

Este fenómeno que mancha la superficie del zinc es causado por líquidos de pretratamiento que penetran en la junta y quedan atrapados. (Figura 42). Al sumergir la pieza en el baño de zinc, los líquidos de pretratamiento ebullen dejando residuos anhidros en el área. Con el paso del tiempo, estos residuos cristalinos absorben agua del entorno y atacan al acero por ambos lados de la junta provocando este “lagrimeo” de herrumbre. Este fenómeno puede evitarse soldando la junta, o bien, deje un espacio de 3/32 in (2.4 mm) de tal manera que puedan salir los líquidos atrapados y permita al zinc penetrar y cubrir toda la superficie del acero dentro de la junta. Si llegase a ocurrir este fenómeno, se puede limpiar la junta una vez que los cristales se han hidrolizado (han interactuado con el agua del entorno). Este fenómeno de “lagrimeo” o escurrimiento de herrumbre en juntas no selladas no es responsabilidad del galvanizador Y NO ES CAUSA DE RECHAZO.