F-O
Espina de Pescado
Este fenómeno es un patrón irregular en toda la superficie de la pieza. Es causado por diferencias en la química de la superficie de piezas de acero de gran diámetro y consecuentemente, la velocidad de reacción entre el acero y el zinc, se ve alterada. Estas diferencias en la reactividad provocan variaciones en el recubrimiento en áreas finas y bien definidas sobre toda la superficie. Esta condición de la superficie (Figura 34) no afecta la protección anticorrosiva que proporciona el recubrimiento de zinc y NO ES CAUSA DE RECHAZO de la pieza.
Descarapelamiento
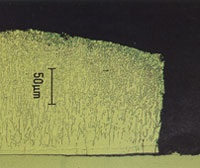
Este fenómeno se presenta en recubrimientos muy gruesos, normalmente 300µm (12mils) o más. Esto genera tensiones muy altas en la intrerfase acero-recubrimiento y hace que el zinc sea susceptible al descarapelamiento, desprendiéndose así del acero. El descarapelamiento puede evitarse minimizando el tiempo de inmersión en el baño de zinc, enfriando las piezas lo más rápido posible, o bien, si es posible, cambiando el grado o tipo de acero. La micrografía de la Figura 35 muestra de cerca este fenómeno. El emplear un tipo de acero diferente puede ayudar a evitar el descarapelamiento. Si el área descarapelada es pequeña, esta puede ser reparada y la pieza aceptada, pero si el área es es mayor a lo que permiten las normas, la pieza debe ser rechazada y regalvanizada.
Inclusiones de Flux

Estas inclusiones se generan debido a una falla en el mecanismo de reacción de las sales que componen el Flux. Estas quedan atrapadas y no reaccionan adecuadamente durante el proceso del galvanizado por inmersión en caliente. Cuando esto ocurre, el recubrimiento no se forma por debajo de esta acumulación de sales. Si el área es lo suficientemente pequeña, ésta se puede limpiar y reparar; caso contrario, la pieza debe ser rechazada. Estas inclusiones pueden incrementarse si se emplea el método de galvanizado por inmersión en caliente por vía húmeda. En este método el flux se encuentra como una capa sobre la superficie del zinc fundido. Las inclusiones o depósitos de flux en cuerpos huecos como tubos o tuberías (Figura 36) no se pueden reparar, por ende, las piezas deben ser rechazadas. La probabilidad de formar inclusiones de flux, se incrementa si se emplea el método de galvanización por vía húmeda en el cual el flux se encuentra flotando sobre el baño de zinc fundido. Ninguna mancha o acumulación de flux captada al retirar la pieza del crisol de galvanizado es garantía ni motivo de rechazo si el recubrimiento subyacente se encuentra intacto y dichas manchas o acumulaciones pueden ser removidas.

Marcas de la Esmeriladora
Las esmeriladoras con usadas comúnmente para remover defectos del recubrimiento tales como, picos de drenado o protuberancias que afectan el funcionamiento de la pieza. En ocasiones, una vez eliminados estos defectos, quedan algunas marcas visibles. Estas marcas están meramente relacionadas a la estética del recubrimiento y no se afecta la protección anticorrosiva. ESTAS MARCAS SON ACEPTABLES siempre y cuando se evite rebajar demasiado el recubrimiento.

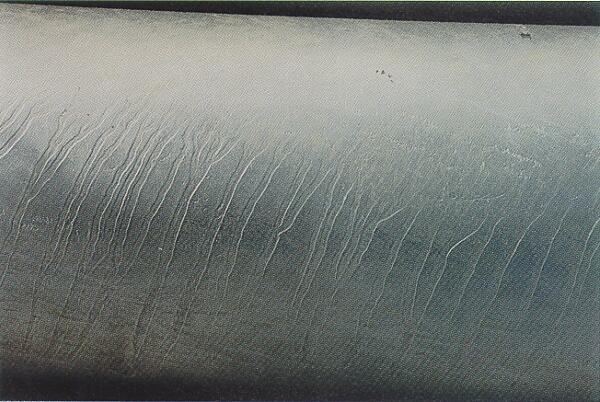
Líneas de Óxido
Las líneas de óxido son líneas tenues de una película delgada sobre la superficie del acero galvanizado. Éstas se generan debido a que las piezas no son retiradas del baño de zinc a una velocidad constante (Figura 38). Esto puede deberse a la forma de las piezas o las condiciones de drenado. Las líneas se desvanecerán y desaparecerán con el tiempo mientras el zinc de la superficie se oxida (interactúa con el medio ambiente). Éstas no tienen un efecto negativo en la protección anti corrosiva del recubrimiento, son efímeras y solo afectan la apariencia inicial. LAS LÍNEAS DE ÓXIDO NO SON UNA CAUSA DE RECHAZO DE LAS PIEZAS GALVANIZADAS.