A-C
Áreas Desnudas
El defecto más común son Las áreas desnudas se definen como áreas sin recubrimiento en la superficie del acero. Estas son el defecto más común y se deben a varios factores: una preparación inadecuada de la superficie, escoria de soldadura, arena embebida en fundiciones, exceso de aluminio en al baño de galvanizado, o bien, accesorios para el izado de las piezas que evitan que el recubrimiento se forme en pequeñas áreas. De acuerdo a ASTM A780, sólo se permite reparar áreas menores a 1 pulgada (en su sección más estrecha) y no mayores al 0.5% del área accesible de la pieza. Esto quiere decir que las áreas desnudas estrechas pueden ser reparadas, sin embargo, si las áreas individualmente son mayores a pulgada cuadrada, la pieza debe ser regalvanizada. Con el fin de evitar las áreas desnudas (Figura 24), el galvanizador debe asegurarse de que las superficies de la pieza estén limpias y libres de contaminantes una vez que han pasado por el pretratamiento. Si el tamaño del área desnuda o la superficie desnuda total son causas de rechazo, las piezas pueden ser decapadas, regalvanizadas y reinspeccionadas de acuerdo a las normas y especificaciones aplicables.
Daño por Chorro Abrasivo

Este daño genera zonas con ampollas o descarapelamiento sobre la superficie de la pieza galvanizada. Este daño es causado por el chorro abrasivo al preparar la superficie del acero galvanizado para ser pintada. Es el resultado de un procedimiento abrasivo mal hecho que resquebraja y delamina las capas que constituyen el recubrimiento. Este daño (Figura 25) puede evitarse si se tiene mucho cuidado al preparar la superficie de la pieza que será pintada. Aparte de esto, la presión del chorro abrasivo debe de ser reducida considerablemente de acuerdo a ASTM D6386 (Practice for Preparation of Zinc- Hot-Dip Galvanized- Coated Iron and Steel Product and Hardware Surfaces for Paint). Puedes encontrar más información sobre una preparación adecuada de la superficie del GIC para ser pintado en la publicación de la American Galvanizers Association (AGA), “Preparing Hot-Dip Galvanized Steel for Paint” que se encuentra disponible en DVD y como manual. Debido a que este daño es causado post-galvanizado, EL GALVANIZADOR NO ES RESPONSABLE DEL DAÑO.
Marcas de Alambre y Cadena

Otro tipo de defecto superficial ocurre cuando el acero es colgado y transportado por la planta de galvanizado usando una cadena o alambre. Estos elementos para fijar el material al rack o portapiezas pueden dejar áreas desnudas o sin recubrimiento en la pieza y estas necesitan. Las marcas superficiales (Figura 26) dejadas en el recubrimiento por los elementos antes mencionados no son motivo de rechazo a menos que las marcas dejen expuesto al acero base; en ese caso, el galvanizador debe reparar las áreas desnudas antes de que la pieza sea aceptada y liberada, ya que las normas ASTM no permiten ningún punto/área sin recubrimiento en la pieza galvanizada. Una manera de evitar este tipo de marcas es diseñar y establecer puntos de izaje permanentes o temporales en la pieza.
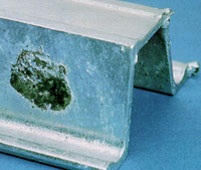
Orificios Obstruidos

Los orificios obstruidos son causados por el zinc fundido que no es drenado adecuadamente y tapa/obstruye parcial- o totalmente dichos orificios. El zinc fundido no drena con facilidad cuando hay orificios con menos de 3/32 de pulgada (3 mm) de diámetro debido a la viscosidad del metal. La Figura 27 muestra un buen ejemplo de este problema. Los agujeros obstruidos pueden minimizarse haciendo los agujeros lo más grandes posible. El zinc atascado puede ser removido perfilando los bordes de las piezas al retirarlas del crisol de galvanizado, vibrando las cadenas de la grúa viajera para que las piezas choquen entre sí y liberen el exceso de zinc, también se puede aplicar aire comprimido a las piezas recién galvanizadas. Los agujeros obstruidos de menos de 1/2 pulgada (12.7 mm) de diámetro no son motivo de rechazo, a menos que impida que la pieza sea utilizada para su propósito previsto.
Roscas Obstruidas

De manera similar a los orificios obstruidos, las roscas obstruidas son causadas por un drenado deficiente del zinc fundido cuando las piezas son retiradas del baño de galvanizado. Las roscas obstruidas (Figura 28) pueden ser limpiadas mediante la operación de centrifugado, o bien, calentando la pieza aproximadamente a 500°F (260°C) y posteriormente cepillando las piezas con cerdas metálicas para remover el exceso de zinc. Las roscas obstruidas deben de estar libres y limpias antes de poder aceptar las piezas.