Sizing Clearance Holes for HDG Fasteners

*Updated July 2020*
My fabricator is asking me what size to make some clearance holes if a hot-dip galvanized bolt is to be placed in the hole?
Having never specified for hot-dip galvanizing before, we are unfamiliar with the allowances we must make on nut and clearance hole sizes to accommodate for the increase in bolt diameter due to the galvanization. How much coating should we expect, and will the coating interfere with assembling the bolted connections?
First, lets familiarize you with some basics of the hot-dip galvanized coating — its formed by an interdiffusion reaction of iron and zinc. The nature of the reaction is that iron and zinc mix at the surface of the coating and form intermetallic layers. These alloy layers grow perpendicular to the steel and produce a uniform coating on all surfaces of the underlying steel, as well as corners and edges. Therefore, the coating is nearly the same thickness on threads as it is on the head of bolts or other flat surfaces.
Coatings for hardware items and small parts are specified per ASTM A153, Standard Specification for Zinc Coating (Hot-Dip) on Iron and Steel Hardware. The process for producing clean thread coatings is to centrifuge the hot-dip galvanized part immediately after it comes out of the zinc bath to throw off any excess zinc from the threaded areas. The threads are then smooth and consistent in coating thickness.
The typical coating thickness on bolts can range from 1.8 to 3.5 mils (0.045 to 0.09 mm), which can make standard bolt and nut tolerances difficult to maintain for correct assembly. When talking about tapped holes and fasteners, the increased thickness is important in order to consider ahead of time to minimize fit up concerns in the field.
When clearance holes are designed for hot-dip galvanized coatings, the type of connection plays a significant role in the clearance hole size.
Depending on the type of structural connection, through holes may be oversized if they are to contain a galvanized bolt after assembly. Section J3.2 of the AISC Manual of Steel Construction: Load and Resistance Factor Design (LRFD manual) states oversized holes are not to be used in bearing type connections. Consequently, this may necessitate unblocking or reaming of the hole after galvanizing.
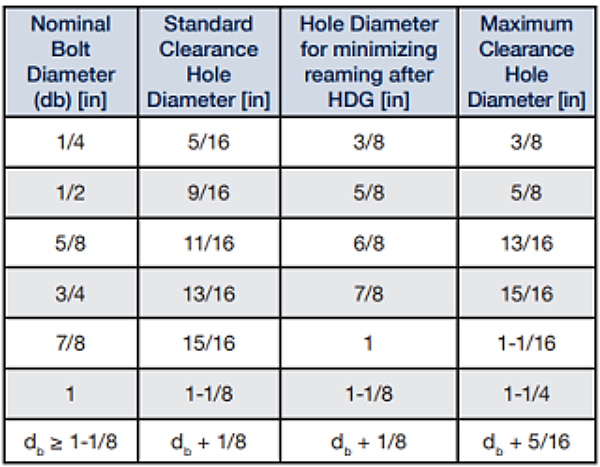
For slip critical connections, a clearance hole 1/8 inch larger than the nominal bolt diameter is sufficient to provide a clearance hole that will accommodate a galvanized bolt without the need of extra hole cleaning. For slip critical connections involving bolts sized one inch or greater, specify standard clearance hole sizes in accordance with ANSI/AISC 360 Specification for Structural Steel Buildings or AASHTO LRFD Bridge Design Specifications, as the standard hole is already sized 1/8 inch greater than the bolt diameter. For connections where the specified bolt size is less than 1 inch, specify oversized holes which are 1/8 inch greater than the nominal bolt diameter.
For other types of connections that require more hole clearance for alignment reasons, the maximum dimensions for oversizing can be found within Section J3.1, Table J3.3 of the AISC LRFD manual, or in Table 1 of this article.

When oversized holes are used, the designer must evaluate the reduction in slip capacity due to the reduction in the connection area in order to ensure slip does not occur. Relevant specifications require the design slip resistance be reduced 15% for connections using oversized through-holes which leads to additional bolts in the connection design. Furthermore, the use of oversized holes may not be allowed for certain designs such as bolted splices of bridge girders. Using hot-dip galvanized fasteners for bolted connections is a very effective way to provide corrosion protection for your structure. By making hole size allowances ahead of time at the drawing board, you will ultimately save time and money down the road by assisting in a quick, easy installation.
© 2026 American Galvanizers Association. The material provided herein has been developed to provide accurate and authoritative information about after-fabrication hot-dip galvanized steel. This material provides general information only and is not intended as a substitute for competent professional examination and verification as to suitability and applicability. The information provided herein is not intended as a representation or warranty on the part of the AGA. Anyone making use of this information assumes all liability arising from such use.