Finish & Appearance

Several factors can affect the finish and appearance of hot-dip galvanized coatings. Some of these factors can be controlled by the galvanizers while others cannot. The inspection of finish and appearance is done with an unmagnified visual inspection, which is performed by fully observing all parts and pieces of a hot-dip galvanized product to ensure all specifications have been met. Visual inspection is done in order to observe surface conditions (both inside and out) and to check all contact points, welds, junctions, and bend areas. The visual inspection should be completed at the galvanizing facility before the part is shipped.
The appearance of the hot-dip galvanized coating can vary from piece to piece, and even section to section of the same piece. Furthermore, there are various surface imperfections that may be present. Some imperfections do not lessen the long-term performance of the piece and therefore are acceptable, while others which do decrease the life are rejectable according to the specifications. If the part is rejected, there are two options for getting it accepted: strip and regalvanize or touch-up/repair the part if it meets the requirements for such a remedy.
Appearance
Galvanized coatings can take on a number of different appearances. Commonly, steel chemistries with atypical levels of silicon, phosphorus, manganese & carbon outside the ideal range for galvanizing, tend to produce galvanized coatings made up primarily of zinc-iron intermetallic layers, with little or no free zinc layer. When no free zinc layer is present, a darker, matte gray appearance is common. On the slide, you will see examples of different coating appearances, each of these appearances were present right after galvanizing. (Figure1)

There are a number of reasons for the differing appearances, most of which are not under the galvanizers control. The most common factor in coating appearance is the steel chemistry - namely the silicon and phosphorous levels. You can also see differences based on the cooling rates - thinner material cools faster and may stay shinier, while the thicker pieces attached to it stay hot and turn matte gray. The important thing to understand is the corrosion protection is the same, and the differences will become uniform over time as the material weathers naturally.
Natural Weathering
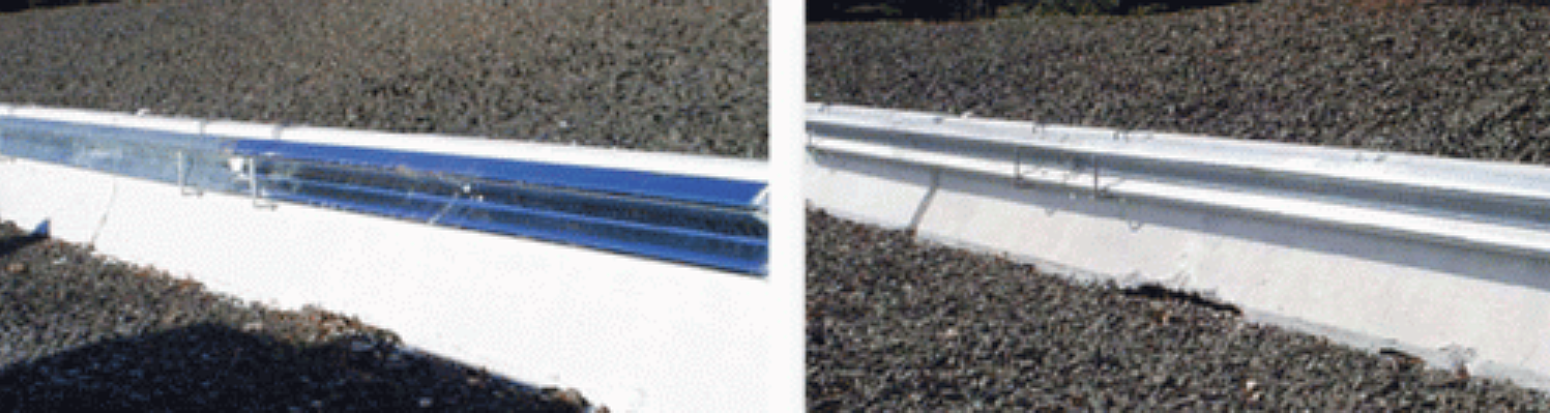
Regardless of the coating appearance immediately after galvanizing, over time all galvanized coatings take on a uniform matte gray appearance. Figure 2 below illustrate how galvanized pieces with different appearances will weather and blend in with surrounding galvanized steel upon installation. The dull-gray section of guardrail on the left side of the left picture was taken from the interior of a stack of hot-dip galvanized guardrail exposed to moisture (humidity or rain) but not exposed to freely-flowing air. As a result, these sections of guardrail formed a zinc corrosion product film (wet storage stain) over a period of one week. The shiny section of guardrail on the right side of the top picture was galvanized and stored under cover while exposed to freely-flowing air. Both were galvanized in the same batch.
The right photo depicts the same guardrail sections 3½ months after they were first attached to the concrete barrier. The left section of the guardrail now matches the right piece of guardrail that was originally bright and shiny. When hot-dip galvanized steel is exposed to the environment and allowed to weather naturally, the coating forms the stable, matte gray zinc patina that gives hot-dip galvanized steel its incredible resistance to corrosion. Both sections of the guardrail, after natural exposure, provide uniform appearance and identical corrosion protection.