Welding

When designing articles to be galvanized after fabrication, overlapping surfaces, and other welded areas are an area for communication between the designer and the galvanizer. When welding before galvanizing, there are possible venting requirements as well as cleaning necessities and rod chemistry suggestions to ensure a high quality coating.
Welding Before Galvanizing
When welded items are galvanized, the cleanliness of the weld area and the metallic composition of the weld itself influence the galvanized coatings characteristics. Galvanized materials may be easily and satisfactorily welded by all common welding techniques. The specific techniques can best be obtained from the American Welding Society or your welding equipment supplier. Additional information about welding galvanized steel may aldo be obtained from the AGA.
Two Items influence the quality and appearance of the weld:
- Cleanliness
- Flux and slag must be removed by the fabricator
- Weld Rod Chemistry
- As similar to steel chemistry as possible
- Silicon acts as a catalyst
Welding rods high in silicon may cause excessively thick and/or darkened galvanized coatings to form over the weld. In smooth products welded together with high-silicon weld rods, the coating over the weld material will be thicker than the surrounding coating, causing a bump in an otherwise smooth product. A very low-silicon, rod should be used.
Venting Overlapping Surfaces
It is best to avoid narrow gaps between plates, overlapping surfaces, back-to-back angles, and channels, whenever possible. When overlapping of contacting surfaces cannot be avoided and the gap is 3/32-inch (2.5 mm) or less, all edges should be completely sealed by welding. The viscosity of the zinc keeps it from entering any space tighter than 3/32-inch (2.5 mm). If there is an opening, less viscous cleaning solutions will enter but zinc will not. If cleaning solutions are allowed access to relatively enclosed areas, there is the chance that they will seep out after galvanizing and cause localized, superficial staining. It is important to contact your galvanizer before constructing any piece that will include overlapping surfaces.
Seal Welding
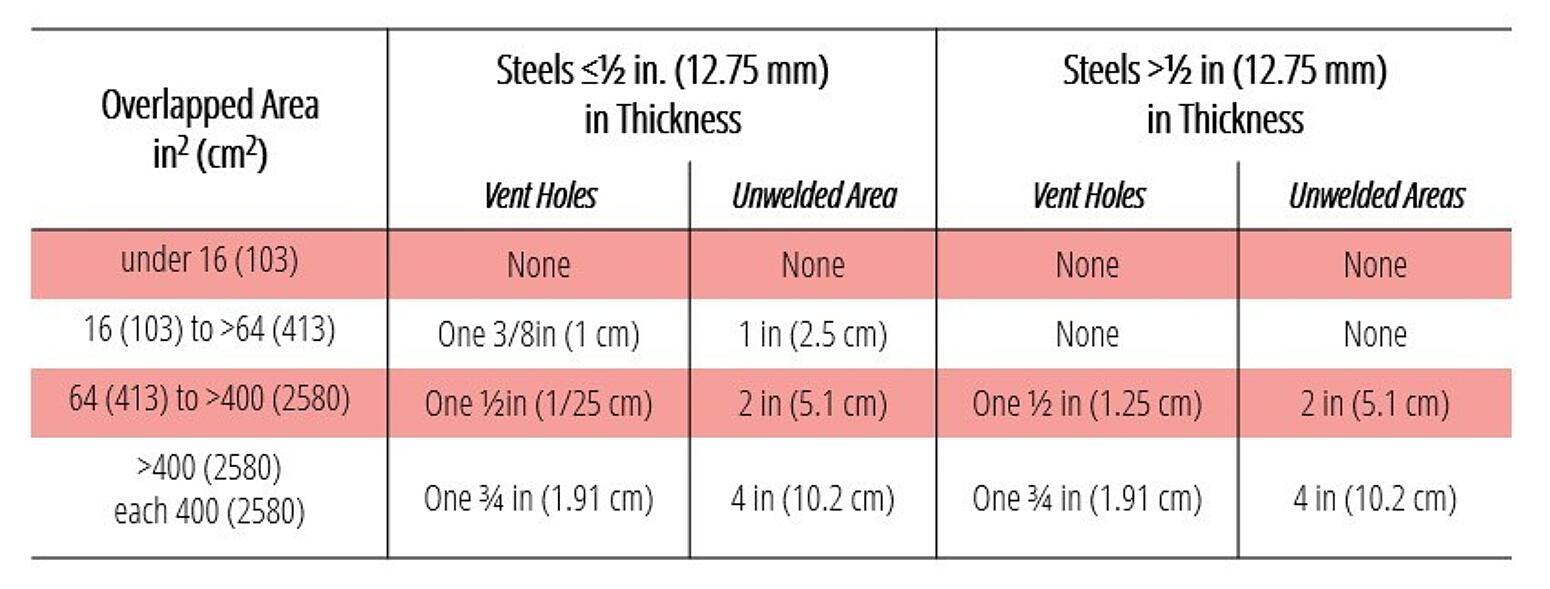
Complete seal-welding can be used so the cleaning solutions cannot penetrate the overlap surfaces. When a weld joint is completely sealed, there must be no weld imperfection or pinholes. The penetration of moisture into the sealed cavity could cause significant safety hazards during the hot-dip galvanizing process as the sealed air will greatly expand when the part reaches the galvanizing temperature. This gas expansion can cause the molten zinc to splash out of the bath and endanger galvanizing workers. If the area of a seal-weld overlap is large, there should be vent holes through one or both sides into the lapped area. This is to prevent any moisture that gets in through a pinhole in the weld from building up excessive pressure while in the galvanizing bath. This venting becomes more important the greater the area. Consult your galvanizer or the AGA publication Recommended Details for Galvanized Structures for vent size and quantity. Vent holes can be sealed after galvanizing.
Stitch-Welding
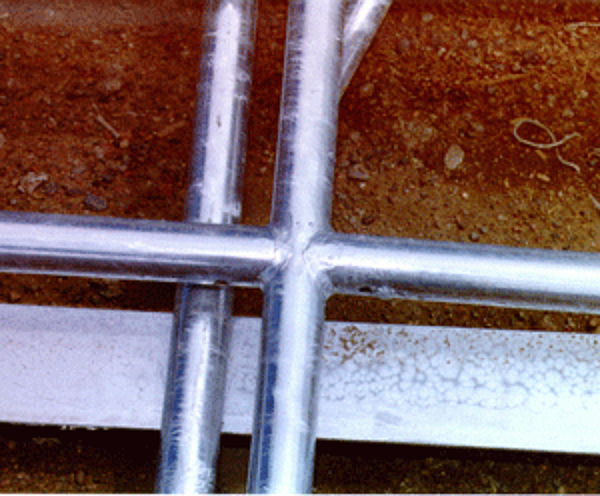
Stitch-welding can be used if the gap between surfaces is at least 3/32 (2.5mm). Where two bars come together at an angle, a gap of at least 3/32-inch (2.5 mm) after welding must be provided to ensure the area is wetted by the molten zinc. An intermittent fillet weld may be used. This can be on one side of the bar only, or where necessary, an intermittent staggered fillet weld may be employed on both sides so that a pocket is not formed. This type of welding, however, may not be suitable for load-bearing members.
