Additional Best Practices
There are some additional practices beyond the recommendations withing ASTM A384 for safeguarding against warpage and distortion, including:
Ensure best Practices for Laydown After Galvanizing
If a hot-dip galvanized product is laid down haphazardly after removal from the galvanizing kettle, or onto supports which are too far apart, the product can sag under its own weight and permanently retain a bowed shape after cooling. To reduce or eliminate the potential for warpage/distortion due to poor laydown techniques, arrange products flat and free from external forces during the cool-down phase, and use additional supports underneath the mid-section of products to prevent sagging. To support a positive or negative camber, lay the product on the strong axis and support with as many blocks as possible.


Account for Thermal Expansion When Progressive Dipping
It is preferable to build assemblies in suitable modules so they can be immersed quickly and galvanized in a single dip to ensure uniform expansion and contraction. When progressive dipping is required, the risk of distortion can be reduced by consulting with the galvanizer to take into account length variations of the assembly and planning for thermal expansion conditions.
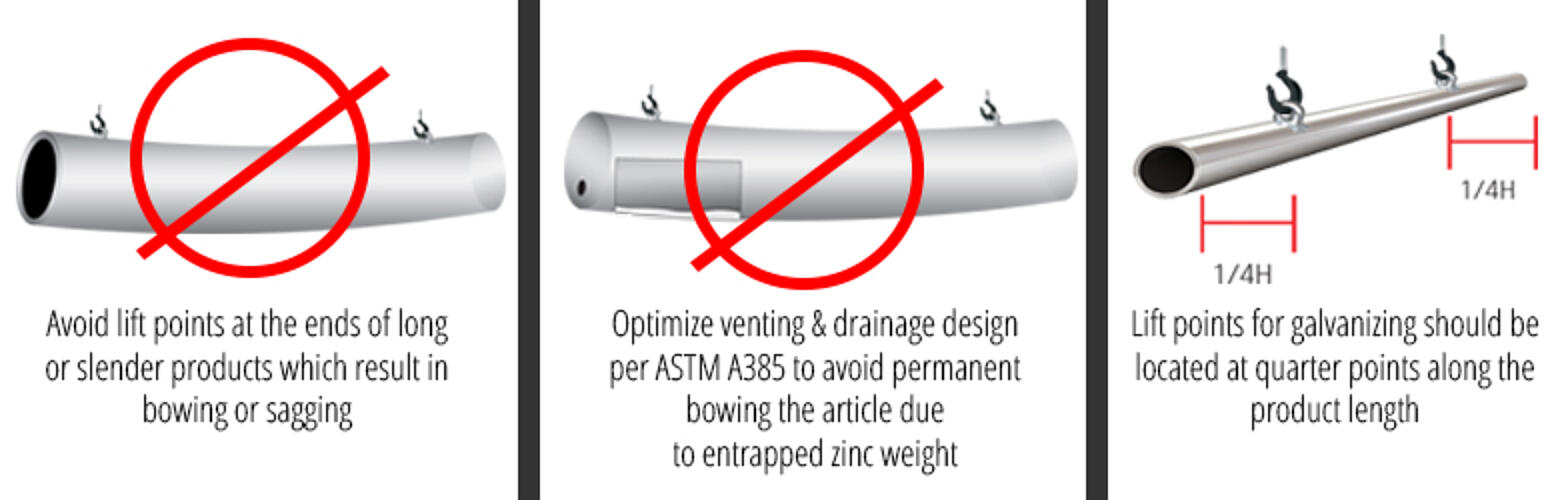
Optimize Drainage, Venting & Lifting for Long/Slender Products
When a long and/or slender product is lifted at both ends throughout the galvanizing process, deflection caused by the self-weight of the product or by the weight of zinc unable to properly drain from the structure can occur. To reduce or eliminate the potential for a bowed product, the lift points for galvanizing should be located at quarter points along the product length, venting and drainage holes should be designed per ASTM A385, and drainage should be maximized at the ends of hollow sections.
Steel should not be left in the molten zinc bath longer than necessary. A longer immersion time builds heat in the steel that must be released as the part cools to ambient temperature and can cause increased stress between parts in the assembly.