
Caithness Shepherds Flat Wind Farm - Heat Exchangers
Arlington, OR United States | 2011
Menu • Quick Links • Search
North Charleston, SC United States | 2013
![]() 2014
2014
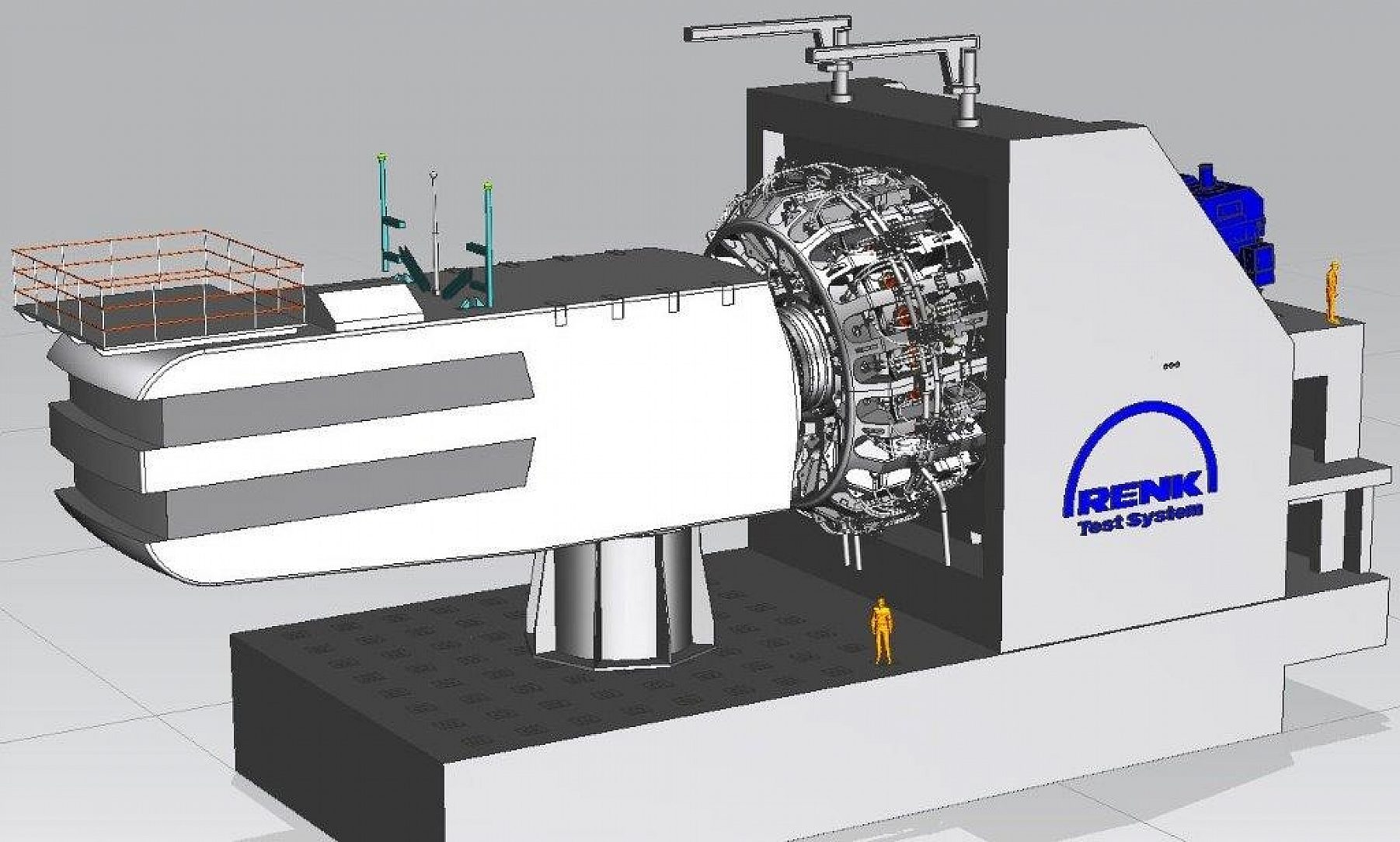
The load application unit is located inside an unconditioned building 300 yards from the harbor. The only conditioning will be large fans to ventilate the space to remove excess heat when operating. When not operating, the facility will be subject to ambient coastal conditions. This is an area in a high humidity region with rapid shifts in temperature leading to active condensation on large steel structures.
The hot-dip galvanized structure surpassed all performance goals maintaining structural integrity.
Hot-dip galvanizing was chosen because if a paint system had been used, scrapes and scratches would have had to be repaired immediately, and on a consistent basis to keep any corrosion of the structure from taking place. Galvanizings metallurgical bond and four intermetallic layers of coating protection allow the product to take the wear and tear and extreme conditions required by testing. The sacrificial properties of zinc also allow small scrapes and scratches to be healed over time providing continuous protection. The hot-dip galvanized structure surpassed all performance goals maintaining structural integrity.
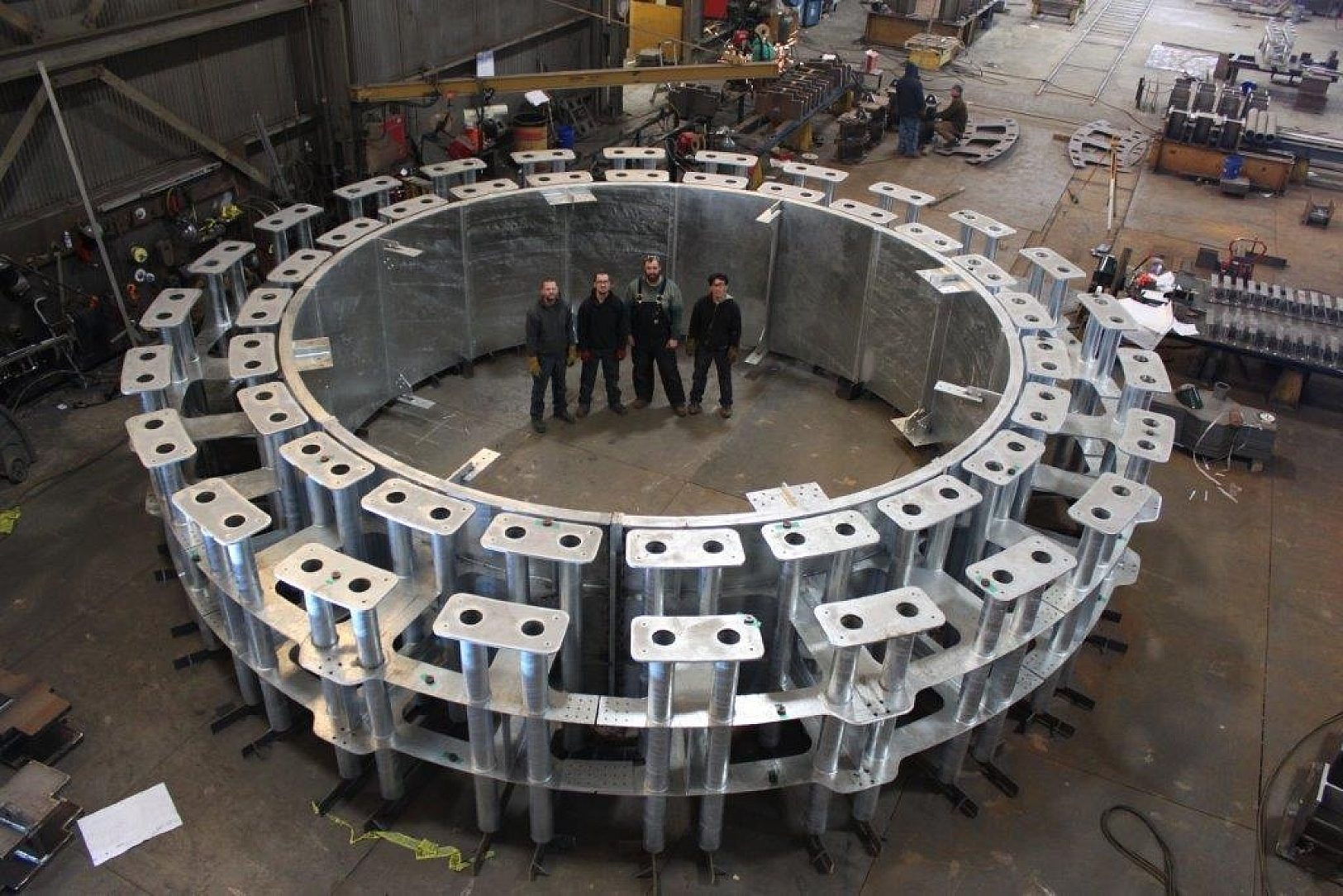
This is a one of a kind facility and will be the worlds most capable wind turbine drivetrain testing facility. There will be almost 1,000,000 lbs. of steel components cantilevered off the embedded ring and its surrounding concrete structure. The final mounting surface was accurate to plane within 0.028 over the entire face.
Once the ring was assembled, metrologists came in to take measurements of the entire structure to verify the 192 pipe openings were in the correct locations on all X, Y and Z axes. This proved to be the most difficult part. Typically the distortion caused by welding and galvanizing make it very difficult to ensure the tighter tolerances. In the structural world, a commercial shop generally gets + 1/8. This particular job had some tolerances in the 1/1000ths of an inch.
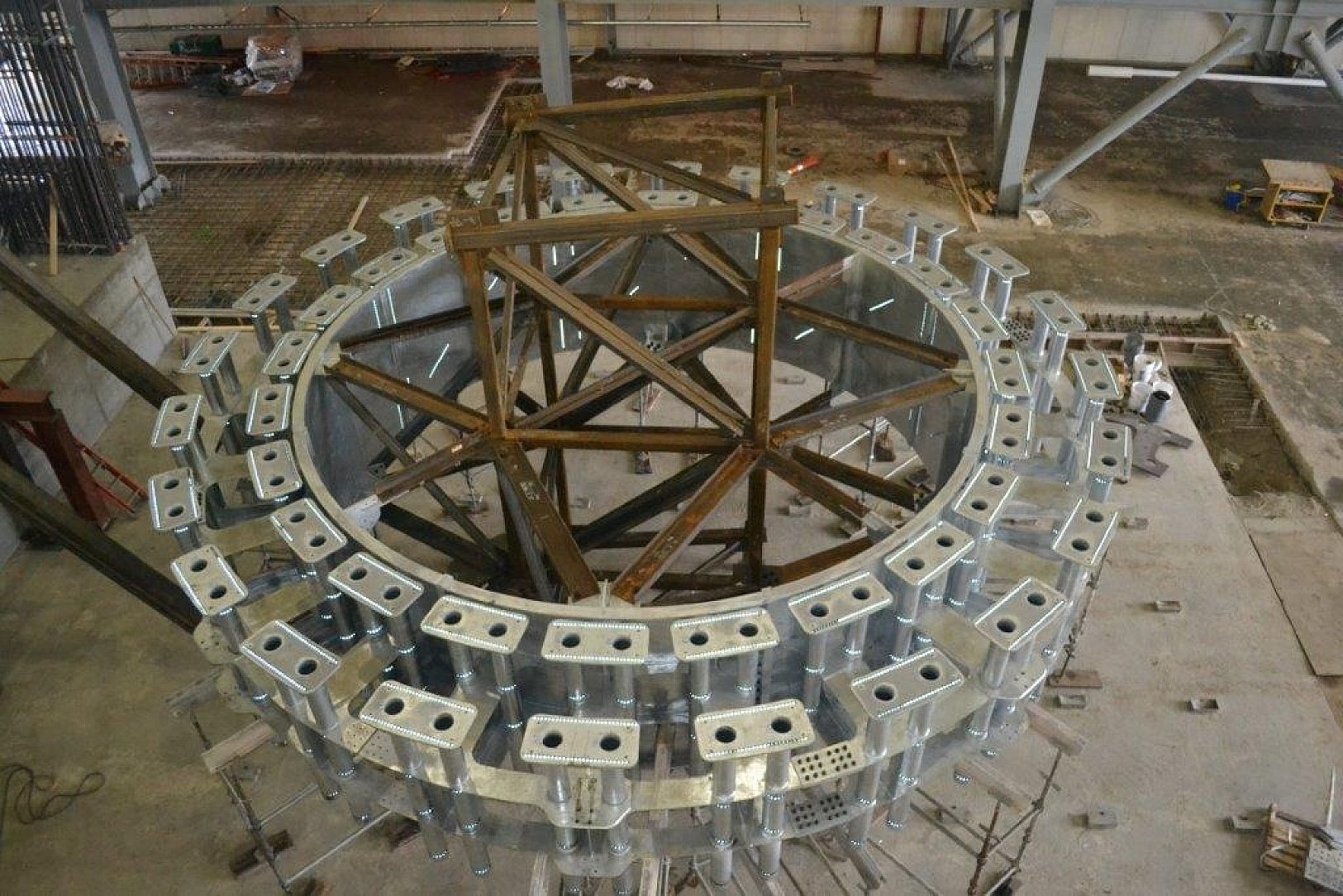
The galvanizer took extra steps to reduce the possibility of warping caused by the hot-dip process. As each section was brought back to the fabrication shop from the galvanizer it was placed together to start the formation of the ring. After many days of modifying and measuring over and over, it was finally ready to be locked in place. The splice plates were match drilled to ensure that after shipping the ring would fit back in the correct location. The ring was broken into four sections for shipping from Charlotte, NC to Charleston, NC. There the construction team reassembled the ring and hung it in place.
If it were not for the galvanizers attention to detail, we would not have been able to fabricate and galvanize the structure to be within the customers tolerances. One of the most difficult parts was the schedule. The fabrication had a very tight deadline and completed fabrication of the ring in four weeks. The galvanizer was able to turn around each section very quickly and still maintain high quality. Each section was 74 wide so we needed a larger tank or we would have been forced to perform post galvanizing welding. The galvanizer was able to provide the fabricator with excellent service, quick turnaround and top tier quality, said Brian Schlenker of SteelFab, Inc.



2013
Newly Complete
Electrical, Utility & Communication
Temperate Marine
North Charleston, SC United States
Coating Durability, Corrosion Performance, Ease of Specifying, Life-Cycle Cost, Prior HDG Experience, Quality of HDG, Sustainability, Turnaround Time
The embed structure, the ring was fabricated out of 720 pieces including 96 seamless pipes used for the turbine anchor bolts.
Steel: 5000
HDG: 19
Jerry Walter, AIA
Davis & Floyd, Inc.
Thomas E. Lorentz, P.E.
AEC Engineering, Inc.
Jim Tuten, PE, MS, ME, Program Manager
Wind Turbine Drivetrain Test Facility, Clemson University - Restoration Institute
Dimitri Mavropoulos
SteelFab, Inc.
Chris Palmer, Project Manager
Choate Construction
Valmont Coatings - Columbia Galvanizing
Thank you! Your vote has been accepted.
